Metal 3D printing as a disruptive technology for super alloys
3D printing can effectively manufacture fine structures that are traditionally difficult to achieve without waste, such as the hollow geometry of nickel-based superalloy aerospace parts. In order to take full advantage of this method, we must switch to new alloys and processes.
Conventional high-temperature alloy manufacturing
Superalloys are a family of metal mixtures based on nickel, cobalt or iron that can resist high temperature deformation, corrosion and oxidation, especially when operating at high temperatures close to their melting point. They were originally developed for gas turbine components in turbojet engines and are now widely used in high temperature applications in the aerospace and power generation industries. In order to achieve these high-temperature characteristics (mechanical and chemical), microstructure control is essential, and specific alloying element additions and careful manufacturing processes can be combined to achieve.
Nickel-based superalloys are the earliest and best-developed series of superalloys. It relies on a two-phase microstructure composed of strengthening phases-called γ'(Ni, Co) 3 (Al, Ti, Ta) precipitates ( L12 crystallography) dispersion-grown in a nickel matrix rich in chromium. Other alloying elements can also be added, such as refractory materials (Re, Mo, W) or metalloids (B, C). According to their chemical properties, these alloys are the most complex alloys designed by mankind. In traditional processing, this critical precipitation occurs through diffusion-controlled reactions during cooling in the temperature range of 1000–750 °C.
Manufacturing has traditionally been the "Achilles' heel" of superalloy applications—if there is no lengthy and expensive subtractive manufacturing of machining castings, mechanical properties with reasonable structures cannot be achieved. Today, we still use precision investment casting techniques that can be traced back to the classical era. For example, to produce jet engine turbine blades, wax models of cooling channels and silica-based replicas are required to create ceramic molds for each part produced, into which kilograms of molten metal are cast under vacuum. It takes several hours to cool to ambient conditions, and it is impossible to inhibit the precipitation of γ'precipitates during the cooling process; in addition, a few hours of very careful post-heat treatment at a temperature of about 1300 °C-just below the melting temperature- Reduce chemical dendrite segregation during casting. Finally, machining is required to shape the final complex turbine blade geometry. The investment casting process involves a variety of chemistry and process controls, and a large amount of waste/debris is generated during the subsequent processing of casting and turbine parts: only about 10% of the superalloy ends up as a finished product2.
3D printing as a new processing method for superalloys
Using 3D printing or additive manufacturing (AM) instead of investment casting can achieve completely different processing, reducing manufacturing steps and minimizing processing waste. Under the direct input of the computer-aided design (CAD) system, the solid powder with a diameter of several tens of microns is melted and consolidated layer by layer based on the laser, which gives the design freedom that has not been developed so far: hollow structure, foam shape or based on lattice The structure of using additives rather than subtractive methods to use materials more effectively. In addition, the additive manufacturing process melts and remelts fine powders on the micron length and time scale, resulting in a high cooling rate of 103–106 °C/s and a very different metallurgical response to processing3. The solidification produces a very fine honeycomb rather than dendritic microstructure 4, which actually eliminates the dendritic segregation found in traditional processing and eliminates the need for a chemical homogenization step. The precipitation of γ'is also suppressed by the drastic cooling rate, allowing adjustment of the nano-level precipitation in the subsequent heat treatment process to improve performance5. The precipitation phase can be optimized by designing a new heat treatment plan to obtain the ideal microstructure related to the high strength of AM superalloy 6.
However, the widespread application of additive manufacturing in superalloys for complex hollow structures (such as jet turbine blades) is still not simple. In order to successfully use additive manufacturing technology in superalloys, we need to better understand process science; many aspects of it are vague, because the basic principles of AM involve multiple physical and chemical phenomena across length and time scales (see Figure 1). For example, when a laser is in contact with metal powder, all four possible states of matter (solid, liquid, gas vapor, and plasma) will interact7, and there are few physics-based models to solve this complexity. In addition, the nature of rapid and repetitive thermal cycling can cause strong thermal gradients, leading to metastable chemical, structural, and mechanical states, which can lead to metallurgical defects 8 and compromise performance 9.
Finally, most traditional superalloys cannot be easily transferred from investment casting to 3D printing because they have been optimized for specific processing routes, for example. Forging, welding and casting. Due to the rapid and repeated thermal cycling of the additive manufacturing process, a new composition that utilizes these process parameters can be designed through a method driven by computational combined process data to customize the microstructure and performance for the cooling rate of the additive manufacturing3. Therefore, a new superalloy optimized for 3D printing and designed to reduce metallurgical defects (such as porosity and cracking 10) in critical high-temperature components is the key to successful commercial adoption.
Material and manufacturing design for metal 3D printing
We envision carefully crafted computer-aided design models and model-based design alloys and optimized (in fact, spatially variable) 3D printing strategies to achieve high value-added components11. It is conceivable that if the required 3D printing infrastructure is distributed (rather than centralized) and input materials are available, then these will be printed locally.
The challenges are both scientific and technical; some key issues are highlighted in Figure 2. These problems are best solved using data-driven methods to solve complex processing parameters with large degrees of freedom from metal powder properties to printing strategies, which respects the progress made in data science and physics. Based on modeling, process modeling and artificial intelligence 12. More technical aspects of AM (such as starting powders and processing strategies) are critical to reducing defects 13 and component consistency in quality assurance. Although not very basic, commercial implementation of AM processes will require multi-scale process modeling, improved in-situ monitoring14 and post-manufacturing processing, and the adoption of comprehensive industry standards, especially since these alloys are designed for mission-critical applications aerospace and aerospace Department.
Considering all of these, the material design method of superalloy AM needs to use data from powder processing to melting and printing strategy to post heat treatment-all of which are to consciously design the composition and processing route to achieve the smallest defects and the smallest Waste, and the ideal microstructure-performance relationship. This manufacturing method will allow a more thoughtful and effective way to design high-performance structural metal components, while respecting environmental requirements and promoting sustainability.
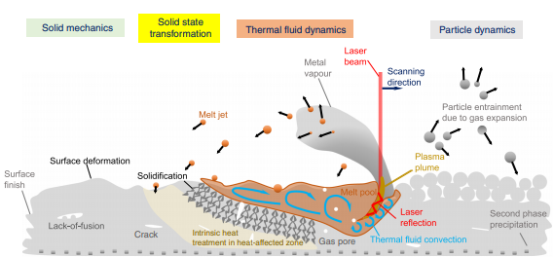 Figure 1 Schematic diagram of powder bed fusion multi-scale and multi-physical phenomena.
Figure 1 Schematic diagram of powder bed fusion multi-scale and multi-physical phenomena.
The different physical effects and related physics that occur during AM include the dynamics of powder particles caused by gas expansion, thermohydrodynamics that capture the solid-liquid-vapor transition when interacting with the laser, and solid-state transitions such as remelting and precipitation after inherent heat treatment , And the subsequent solid mechanics treatment cracking and other damage mechanisms.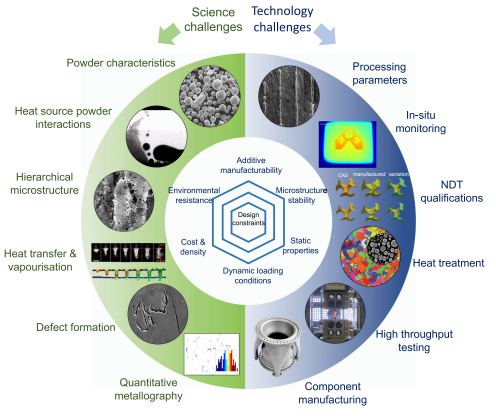 Figure 2 The scientific and technical challenges of digitally designed metal 3D printing, after7,13-15.
Figure 2 The scientific and technical challenges of digitally designed metal 3D printing, after7,13-15.
The basic understanding of processing science includes powder flowability and powder shape distribution, interaction with heat sources, layered microstructures formed, reduction of defects, and better quantification of metallurgical characteristics. Technical challenges include optimization of process parameters, real-time monitoring, establishment of qualification standards, high-throughput testing, and manufacturing of amplified components. The design of AM superalloys must strike a balance between manufacturability, mechanical integrity, stability and cost.